動力電池的電芯按其外型可分三種,分別是方型、圓柱型以及軟包電芯。殼體的材料主要有鋁材和不銹鋼,但以鋁材為主,其中以1000系和3000系較多。
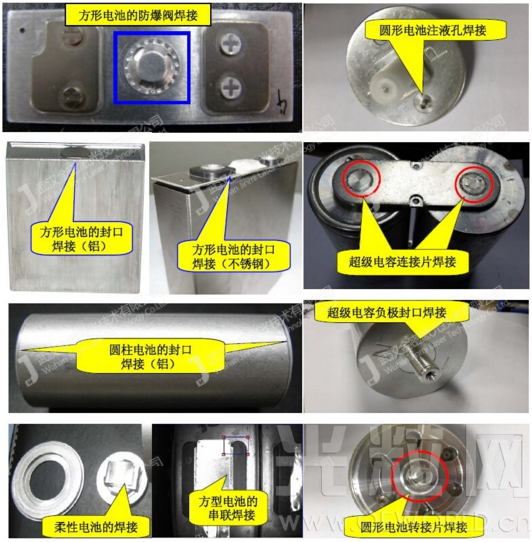
激光焊接部位主要有四種:
(1)殼體的封裝,根據位置的不同分為頂蓋、底蓋和側面的焊接;
(2)頂蓋防爆片及安全蓋的焊接;
(3)密封釘(也叫注液口)的焊接;
(4)電芯極耳與頂蓋的焊接。
另外,超級電容的焊接以連接片和負極封口焊接為主。
激光焊接工藝的難點
高反射/導熱率材料——需要大的激光功率密度,焊接反射率較高,對激光器穩定性及可靠性要求高;
碳含量高材料——碳含量>0.77%時,由于激光的快冷快熱特點,極易在焊縫中心處及熱影響區產生裂紋(冷裂紋);含低沸點元素——例如材料含Mg、Zn等元素時,由于此類元素的電離能較低,在激光焊接過程中出現大量的蒸發,甚至繼續吸收能力,變為等離子體,會改變焊縫處微觀組織類型及化學成分,嚴重惡化焊縫性能。
武漢金密激光是一家擁有25年生產制造廠家,公司主要生產精密焊接設備,在行業中享有名氣,如果您也遇到產品嘗試了很多焊接方式還是無法達到您想要的效果,請記得一定要聯系我們。